事例で学ぶ!これだけは知っておきたい最適化の使い方~熱流体編 第29回 電子機器の吸込み口・吐出し口の最適レイアウト設計(3)
開放型電子機器の開口部の最適レイアウト設計について説明しています。前回は、強制空冷筐体における吸込み口・吐出し口の最適レイアウトについて説明しました。今回は、自然空冷筐体での開口部をEOoptiと熱設計PACにより検討した結果を説明します。なお、EOoptiの操作手順などは重複する部分が多いため、簡略な説明としています。
強制空冷筐体においては、ファンにより気流を発生させるため、吸込み口・吐出し口のレイアウトについての制約はありません。一方、自然空冷筐体では、自然対流を用いて気流を発生させるため、吸込み口は装置の下側に設置する必要があります。また、自然対流による流速は、0.1m/s程度と低速であるため、開口部面積を大きくする必要があります。そこで、今回の例では、図3.1に示すように、両側面の前面に吸込み口を設け、吐出し口とヒートシンク(ヒートシンクへのパワー素子の設置位置は同じ)は、任意の位置に設置できるとして、ヒートシンクと吐出し口の最適位置を検討します。
図3.1に示す装置は、前後左右対称であるため、ヒートシンクの設置位置および吐出し口の設置位置は、幅方向、奥行き方向にそれぞれの中間までの範囲とします。
EOoptiを起動し、設計変数の数4、目的関数の数2、サンプル数は(4+1)×(4+2)=30として、図3.2に示すようにEOoptiに入力し、モデルの組み合わせを作成します。熱設計PACで図3.3に示す仕様で、またヒートシンクおよび吐出し口の位置については作成したモデルの組み合わせを基にモデルを作成し、解析結果をEOoptiに入力します。
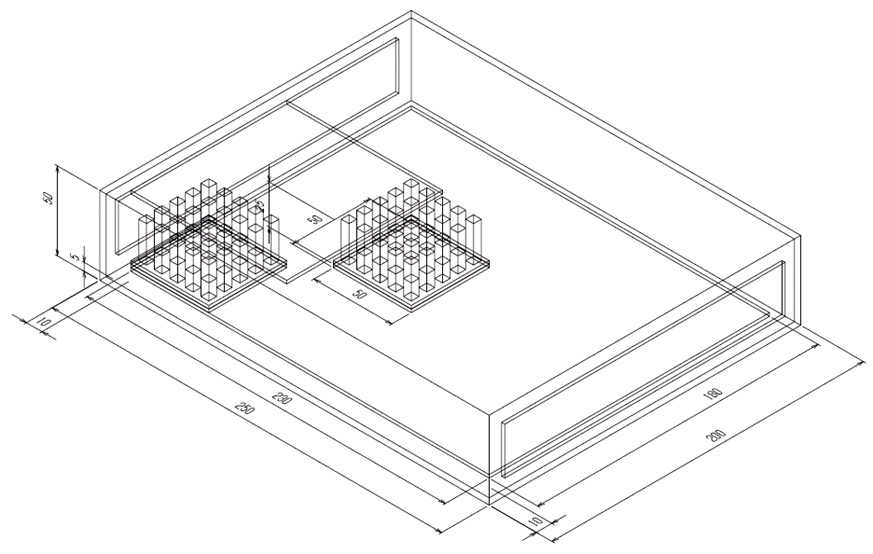
図3.1 各部寸法
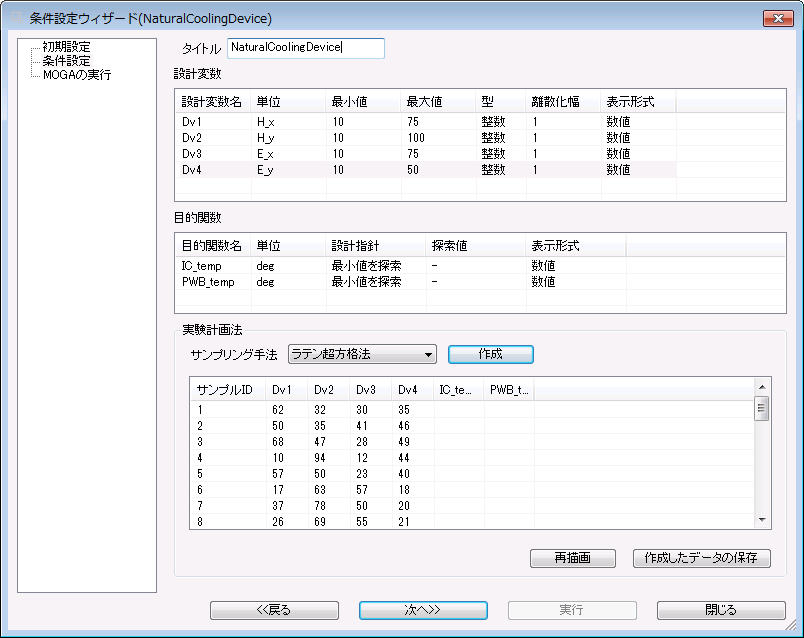
図3.2 EOoptiでの設定
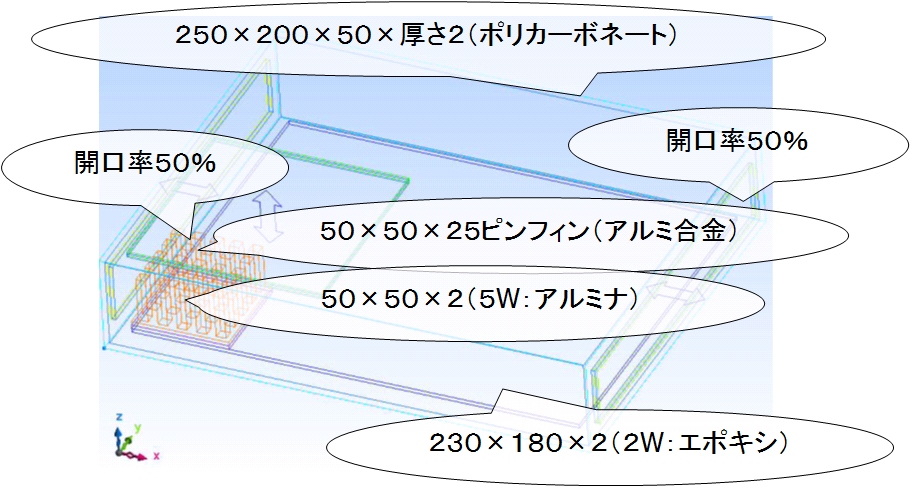
図3.3 各部仕様
EOoptiで応答曲面の作成と最適解探索を行うと、最適解分布が得られます。図3.4は最適解の分布と最悪解の分布すなわち、パワー素子温度・プリント基板温度が最大となる条件もあわせて示したものです。図を見ると、最適解の分布は狭い箇所に集中していることから、パワー素子温度が低くなるような設計条件はプリント基板温度も低くできることがわかります。また、最適解と最悪解でのパワー素子温度の差は約5℃、同じくプリント基板温度の差は3℃と、大きな差は生じないことがわかります。逆に言うと、レイアウトによる改善効果はこの程度であり、設計上さらに温度を低下させる必要がある場合、装置全体の形状も含めた見直しが必要であることを示しています。このように、EOoptiによる最適解の分布を設計諸元見直しの際の参考情報として活用することで、設計作業の無駄を省くことも可能となります。
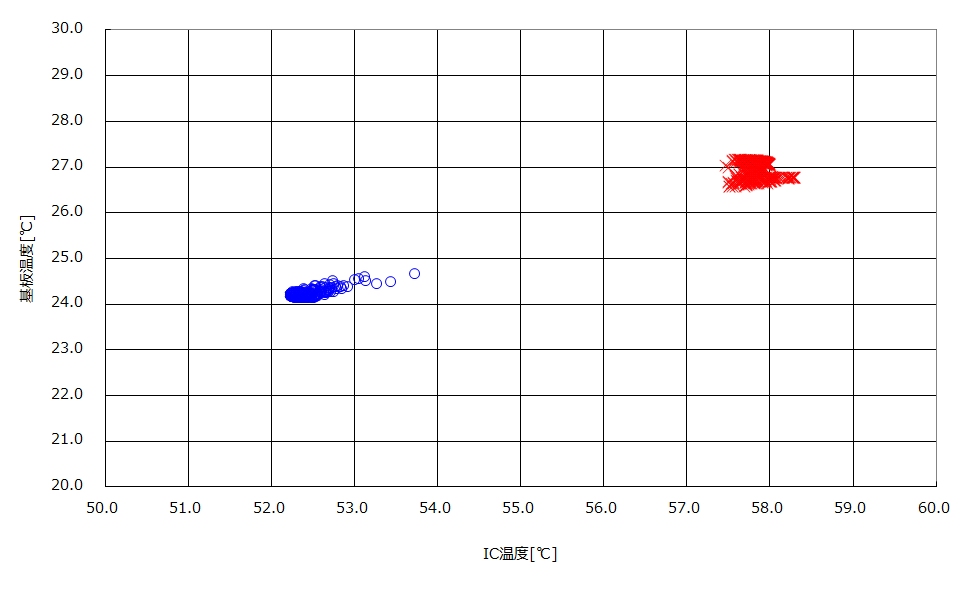
図3.4 最適解(青い○印)と最悪解(赤い×印)の分布
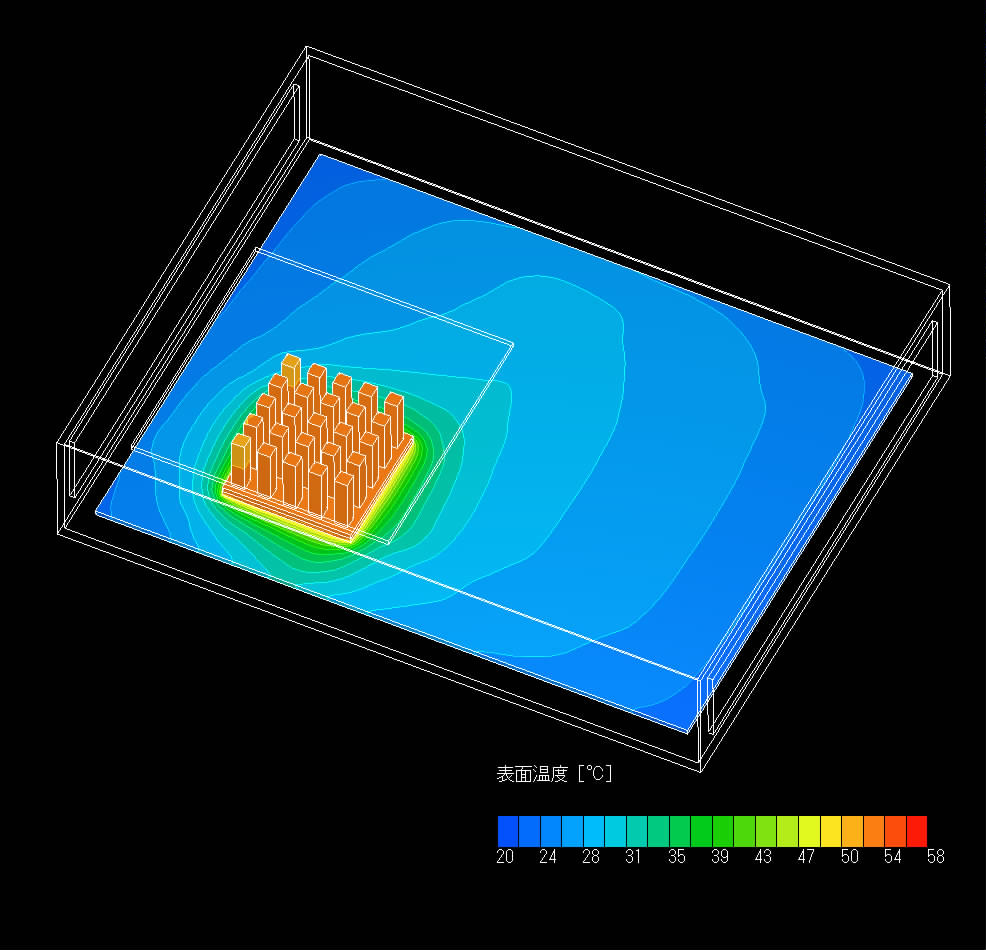
図3.5 最適レイアウトでの内部温度分布
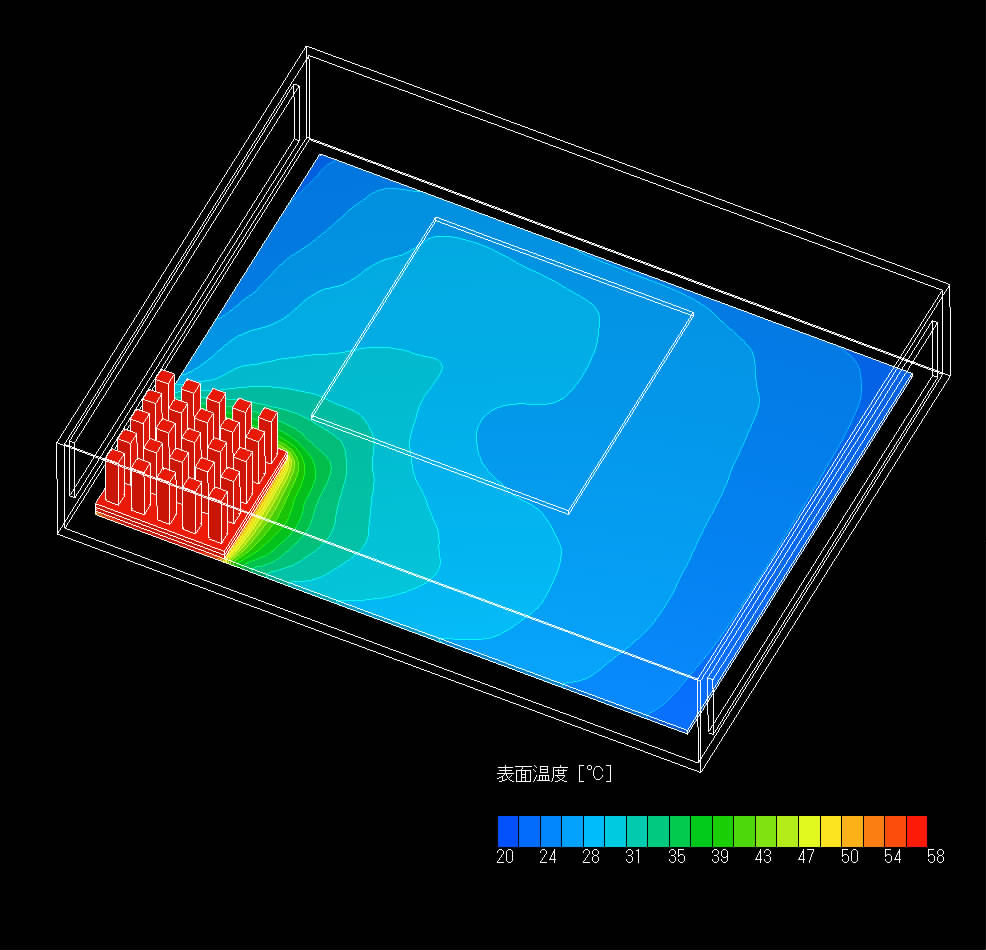
図3.6 最悪レイアウトでの内部温度分布
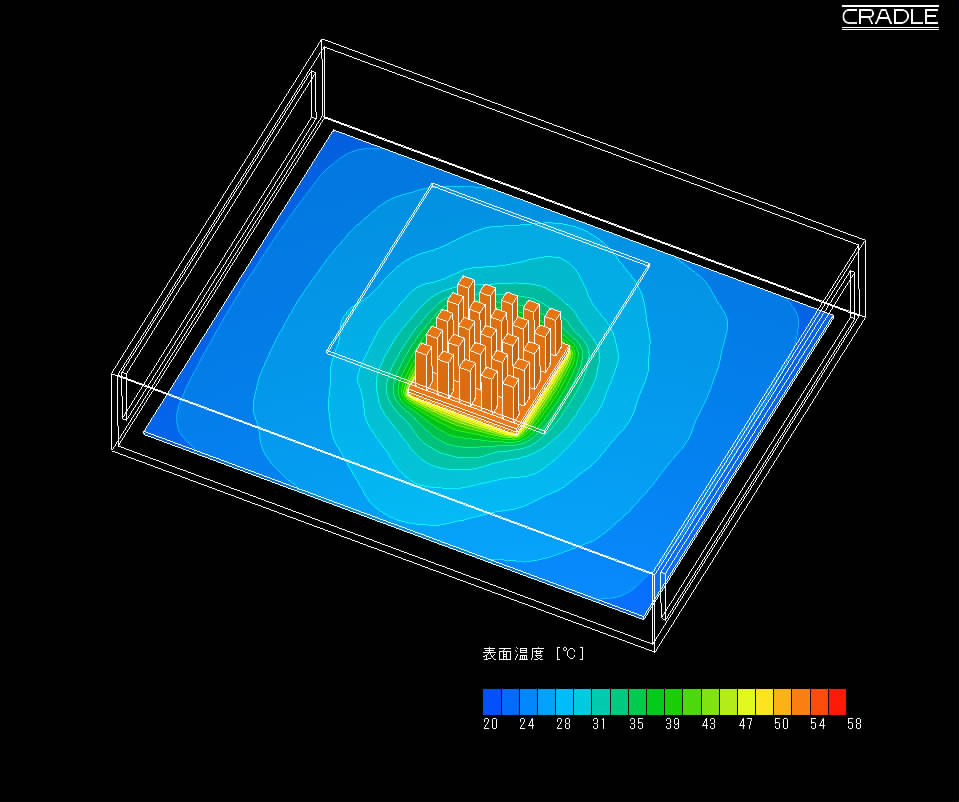
図3.7 ヒートシンク・吐出し口を中央に設置した場合の内部温度分布
次回は、軸流送風機設計に最適化手法を応用する方法を紹介します。
【参考文献】JSMEテキストシリーズ 伝熱工学 日本機械学会、ユーザーズガイド 最適化編(オプション)

著者プロフィール
御法川 学 氏 | 法政大学 理工学部 機械工学科 教授
環境計量士(騒音・振動) 1992年 法政大学大学院 工学研究科 機械工学専攻
1992年 株式会社荏原総合研究所 入社
1999年 法政大学工学部 助手
2001年 東京工業大学にて学位取得、博士(工学)
2004年 法政大学工学部 助教授
2010年 法政大学理工学部 教授

著者プロフィール
伊藤 孝宏 氏 | オリエンタルモーター株式会社 技術支援部主席研究員
1982年 筑波大学基礎工学類卒業。新日本製鉄株式会社に入社、加熱・冷却設備の開発に従事
1988年 オリエンタルモーター株式会社に入社、送風機の羽根・フレームの開発・設計に従事
2008年 法政大学にて学位取得、博士(工学)
2014年1月現在、オリエンタルモーター株式会社 技術支援部主席研究員
最後までお読みいただきありがとうございます。ご意見、ご要望などございましたら、下記にご入力ください